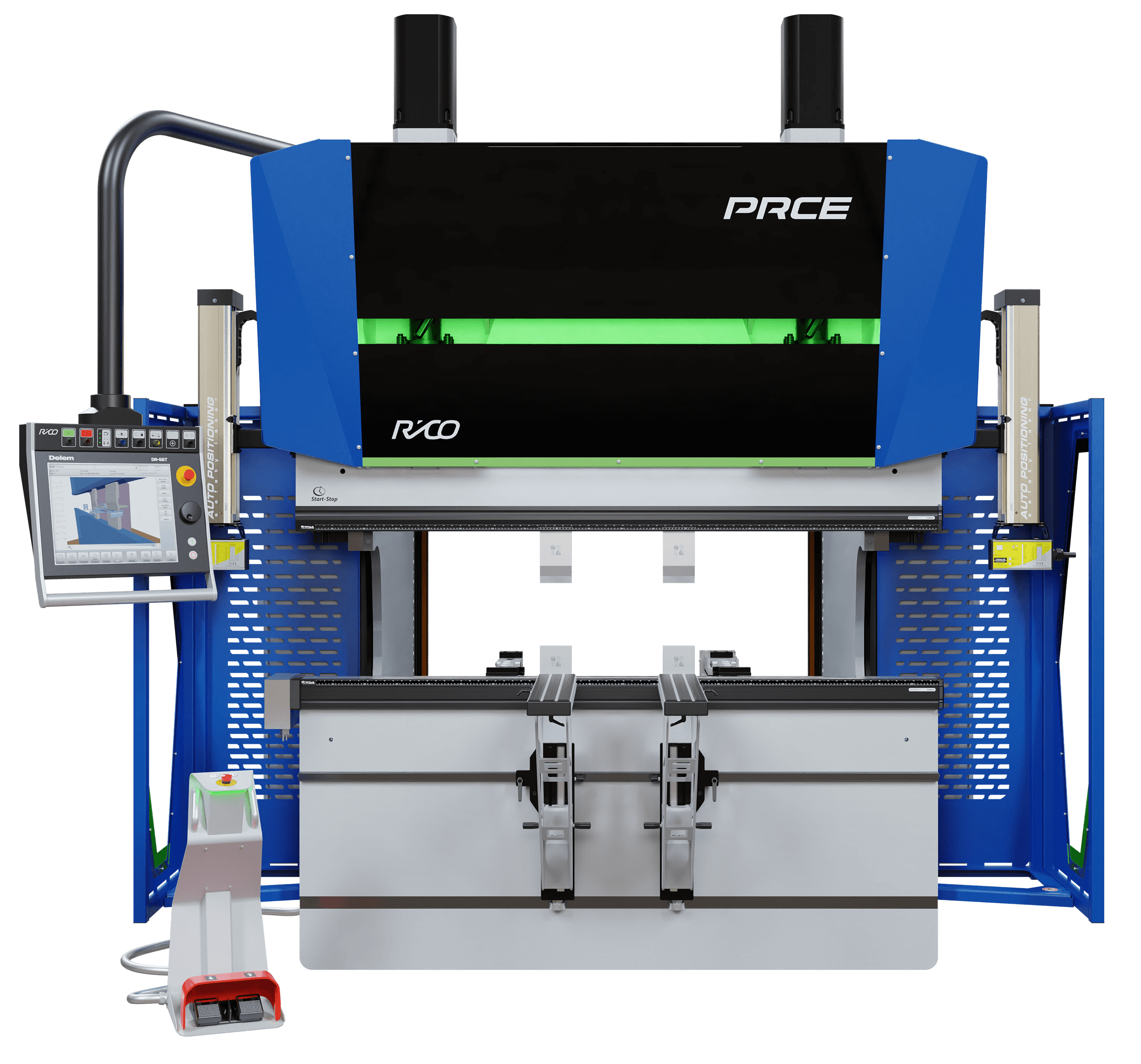


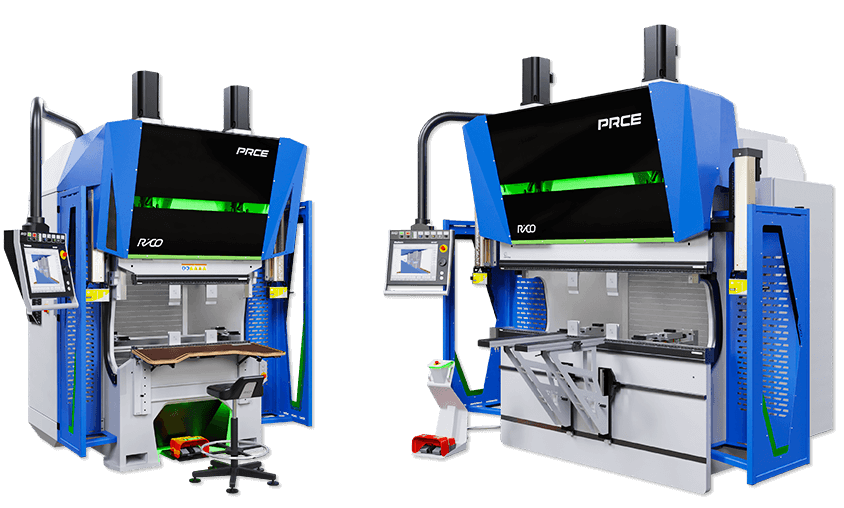




Model PRCE został wprowadzony na rynek jako odpowiedź na rosnące wymagania związane z produktywnością i niskimi kosztami zużycia energii elektrycznej. Prasa krawędziowa RICO PRCE jest maszyną z najkrótszym czasem cyklu gięcia rynku. System napędu Direct Drive z precyzyjnymi i trwałymi śrubami kulowymi jest dokonałym rozwiązaniem dającym przewagę. Dodatkowo model zapewnia wysoką ergonomię pracy dzięki bardzo niskiemu poziomowi hałasu.
Jednym z ważniejszych wydarzeń w historii RICO było wyprodukowanie maszyny z numerem seryjnym 3000. Była to elektryczna krawędziarka z serii PRCE. Mieliśmy ogromną przyjemność uczestniczyć w tym wydarzeniu ponieważ to klient z Polski został jej użytkownikiem.
Posiadając elektryczną prasę krawędziową RICO PRCE zyskujesz nie tylko wysokiej jakości maszynę, która jest precyzyjna, powtarzalna, trwała ale również niskie zużycie prądu, szybki cykl gięcia, niski poziom hałasu, wysoką ergonomię.
Prasy krawędziowe RICO o napędzie elektrycznym to najszybsze maszyny do gięcia blach dostępne na rynku. Ponadprzeciętna szybkość cyklu gięcia i bardzo wysoka precyzja pozwoli Twojemu przedsiębiorstwu wyprzedzić konkurencję.
To jest ciekawa historia. W 1979 roku Rico wyprodukowało pierwszą prasę krawędziową. W 2020 roku udało się dokładnie tę pierwszą maszynę odkupić, wyremontować i teraz jest sentymentalnym świadectwem początku.
Zobacz jak wyglądał rozwój maszyn produkowanych przez markę RICO na przestrzeni ponad pół wieku. Najnowocześniejsze i innowacyjne technologie zaimplementowane w maszynach RICO pokazują jak proces gięcia stał się bardziej efektywny i łatwy.
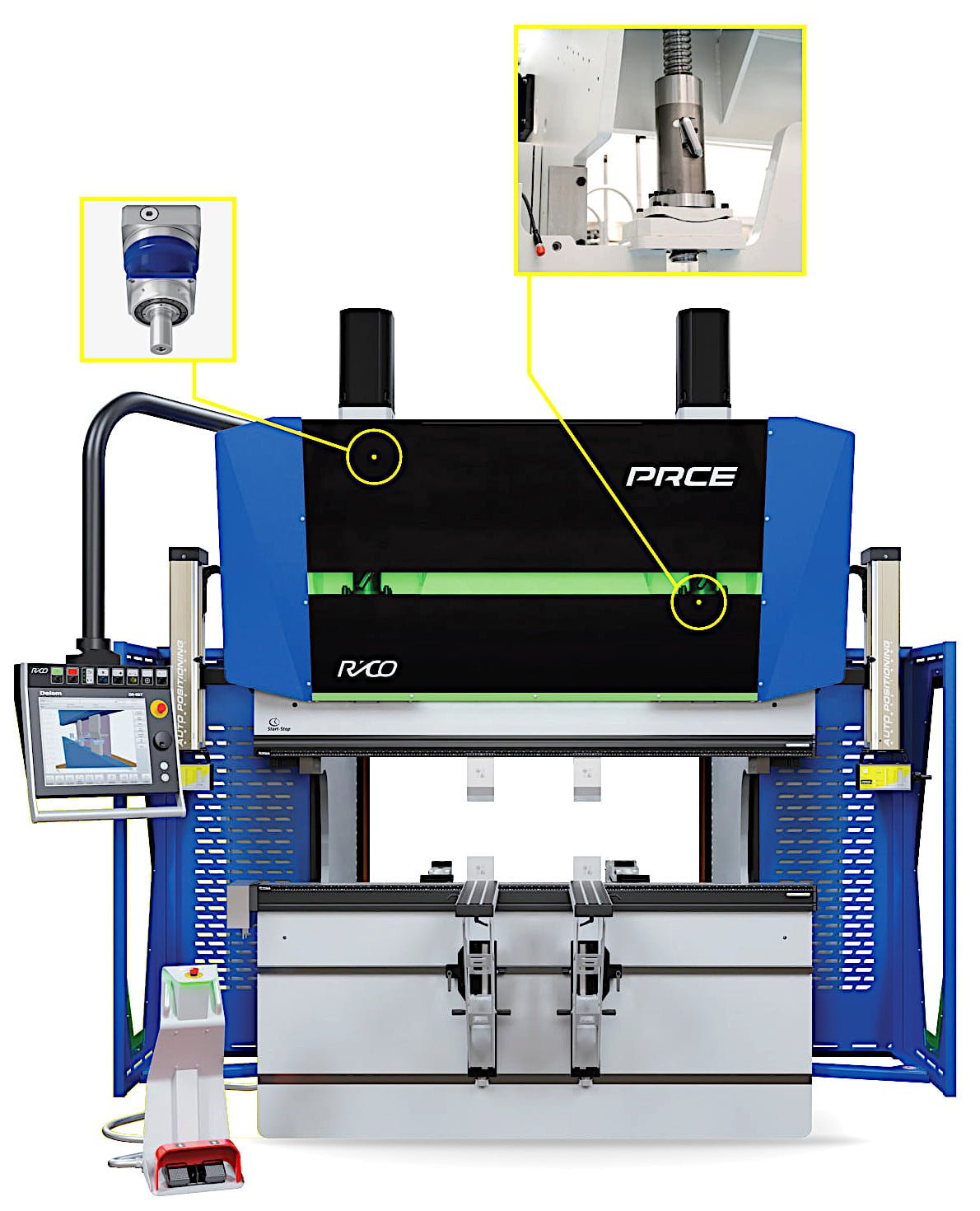
W prasie elektrycznej PRCE, śruby kulowe zamocowane są do belki górnej bliżej osi maszyny
Koncepcja ramy elektrycznych pras krawędziowych RICO PRCE została oparta na strukturze stosowanej w modelu PRCN, która pozwala na zamontowanie śrub kulowych bliżej osi maszyny co przekłada się na zwiększoną sztywność belki górnej.
Rama wykonana jest ze spawanych blach konstrukcyjnych z gatunku S275, S355.
Analogicznie do pozostałych modeli RICO, projekt ramy został wykonany metodą elementów skończonych. Po zespawaniu i sezonowaniu ramy, wykonywana jest obróbka skrawająca. Odpowiednio wykonany projekt, wysokiej jakości stal, precyzyjna obróbka to podstawa uzyskania perfekcyjnie sztywnej ramy, co przekłada się na jakość gięcia i precyzję.
W prasie krawędziowej servo typ PRCE producent zastosował sprawdzone z modelu PRCN rozwiązanie z innowacyjnym rozmieszczeniem siłowników, a w przypadku prasy elektrycznej – śrub kulowych, przenoszących napęd z silników.
Są one umieszczone w specjalnej komorze wewnątrz struktury prasy. Koncepcja RICO, zakłada że jeśli na belce górnej punkty przyłożenia siły są położone bliżej siebie, skutkiem będzie mniejsze ugięcie belki między nimi. Badania które RICO zleciło Politechnice w Porto wykazały, że taki zabieg techniczny pozwala osiągnąć lepszy rozkład siły gnącej na belce górnej jednocześnie zmniejszając jej ugięcie do 60% w porównaniu do tradycyjnych rozwiązań.
Zwiększona sztywność belki górnej minimalizuje w konsekwencji możliwość powstania efektu „łuku” (banana) na giętych detalach
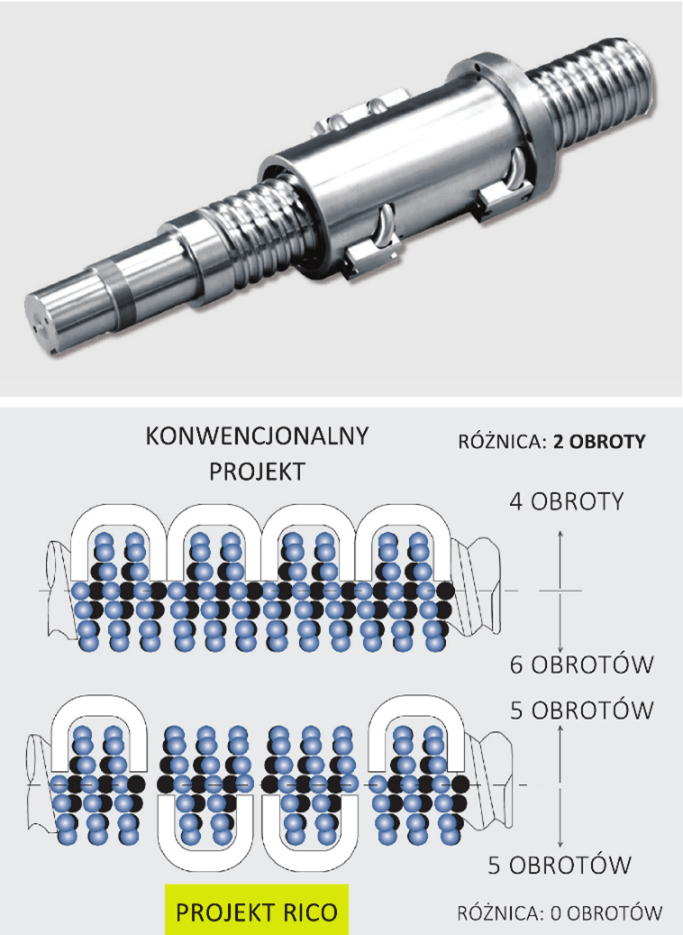
Wysokiej jakości śruby kulowe japońskiej firmy NSK, model HTF.
Elektryczna prasa krawędziowa RICO PRCE wyposażana jest w najwyższej jakości podzespoły renomowanych dostawców:
Dla podniesienia precyzji i komfortu pracy na maszynie, producent opracował system „Direct Drive”, czyli osiowe przeniesienie napędu z silnika serwo, poprzez przekładnię planetarna na śrubę kulową. Takie rozwiązanie techniczne pozbawione jest niekontrolowanej bezwładności występującej w przypadku układów kątowych. System zapewnia niski poziom hałasu, szybki cykl gięcia i komfort pracy na maszynie.
W elektrycznej prasie krawędziowej RICO PRCE zastosowano wysokiej jakości śruby kulowe japońskiej firmy NSK, model HTF. Śruby te zapewniają wysoką wydajność pracy dzięki nowoczesnej konstrukcji. W używanych przez RICO śrubach kulowych, zastosowano większe średnice kulek oraz jest ich większa ilość, natomiast kanały recyrkulacyjne ustawione są pod kątem 180°, co zapewnia lepszy rozkład obciążeń.

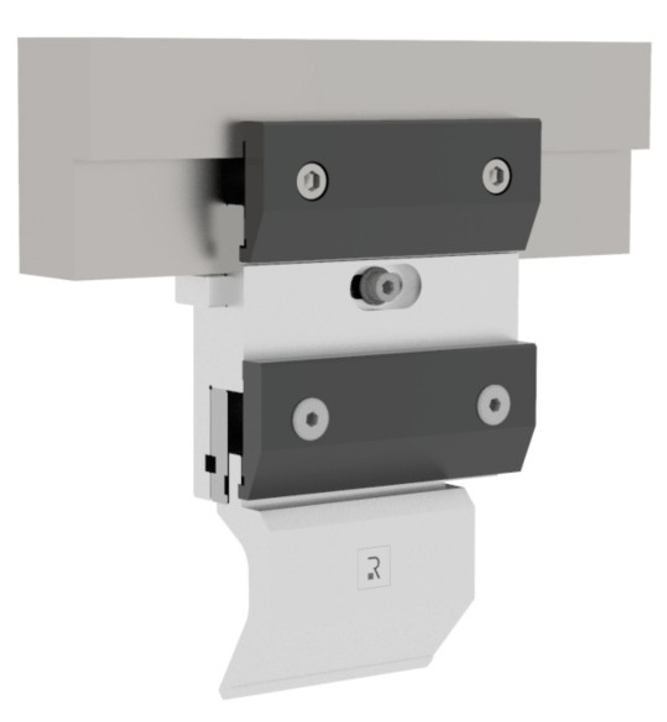
Jedna z prowadnic belki – łożyska regulowane na mimośrodzie, widoczne też miejsce montażu śruby kulowej – bliżej osi maszyny
Zaprojektowana i wykonana z jednej monolitycznej płyty stalowej.
Elektryczna krawędziarka RICO PRCE została wyposażone w sprawdzone przez lata podwójnie łożyskowane prowadnice z systemem mimośrodowego kasowania luzów. Prowadnice zamontowane są po prawej i lewej stronie belki górnej. Łożyska zastosowane w prowadnicach pochodzą od renomowanego zachodnioeuropejskiego producenta i nie wymagają obsługi, dzięki czemu zredukowane są koszty eksploatacyjne maszyny. Zastosowana konstrukcja prowadnic gwarantuje osiową pracę belki górnej co ma pozytywny wpływ na jakość gięcia.
Dodatkowo przy palcach opcjonalnie może być zaistalowany system palca/platformy zarządzanej CNC, służący do podpierania cienkiej blachy w trakcie jej dostawiania do palców zderzaka. Zapobiega to opadaniu cienkiej blachy poniżej poziomu palców zanim dosuniemy ją do palców.
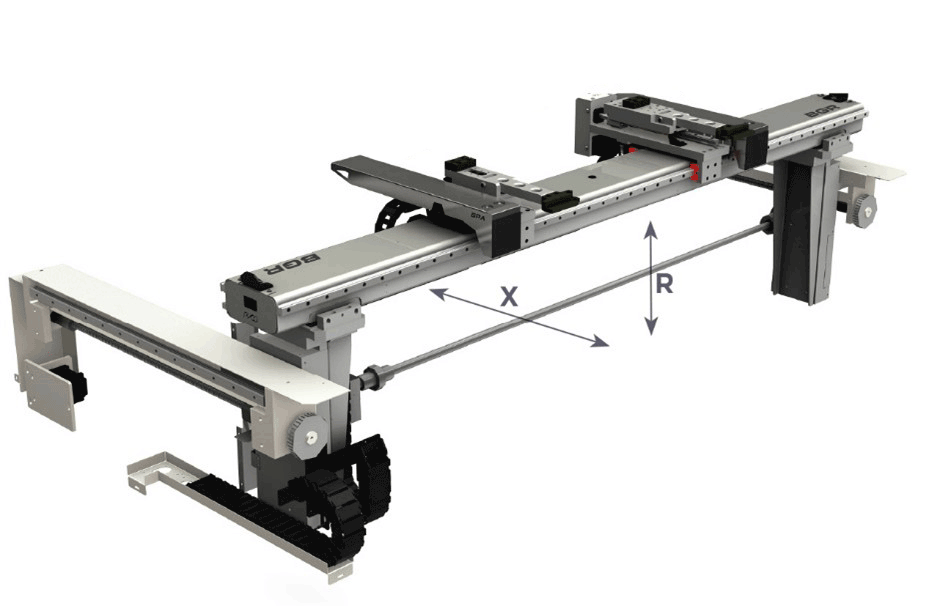
Standardowa wersja zderzaka BGR w prasach krawędziowych RICO. Kontrolowane CNC osie X i R, opcjonalnie możliwość rozbudowy.
Zderzak w prasach krawędziowych elektrycznych typ PRCE służy jako baza, do której operator pozycjonuje blachę podczas procesu gięcia. W związku z tym jest to jeden z ważniejszych elementów w maszynie, którego precyzja i powtarzalność przekłada się na jakość giętych detali. RICO pamiętając o tych aspektach stworzyło bardzo masywny i stabilny konstrukcyjnie zderzak, który montowany jest bezpośrednio do kolumn bocznych maszyny. Zastosowanie precyzyjnych śrub kulowych do przeniesienia napędu renomowanej marki pozwoliło na osiągnięcie wysokich parametrów precyzji pozycjonowania i szybkości pracy. Oplatająca konstrukcja palców zderzaka oraz osadzenie ich na dwóch prowadnicach zamontowanych od przodu i od tyłu belki zderzaka zabezpieczają przed możliwymi ich deformacjami lub powstawaniem luzów podczas wieloletniej pracy.
| Parametry techniczne zderzaka prasy serwo typ PRCE RICO | BGR | Jednostka miary |
| Precyzja pozycjonowania osi X | +/- 0,02 | mm |
| Precyzja pozycjonowania osi R | +/- 0,1 | mm |
| Skok osi X | 750 / 1000 | mm |
| Skok osi R | 200 | mm |
| Prędkość osi X | 500 | mm/s |
| Prędkość osi R | 170 | mm/s |
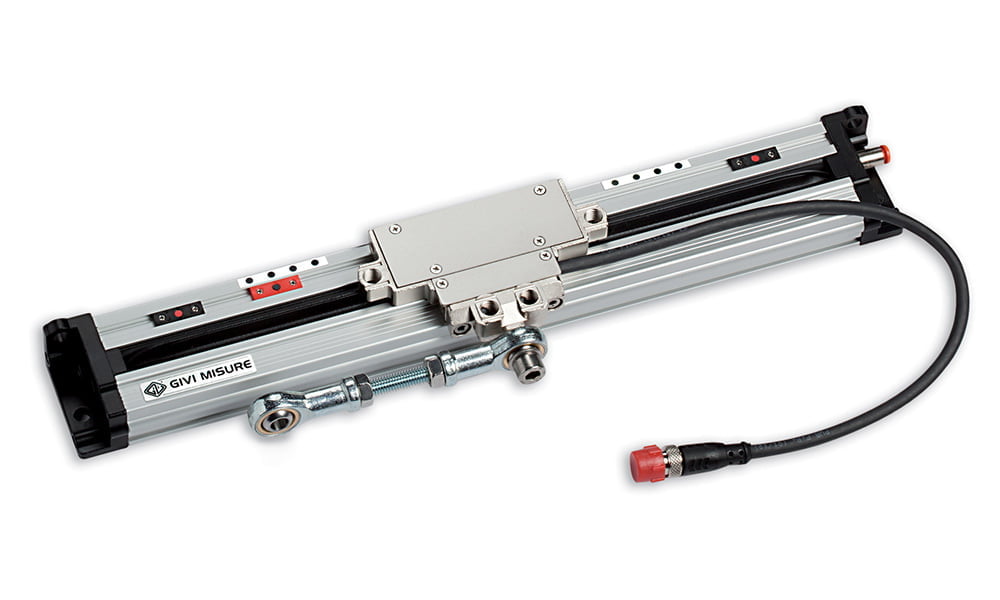
Liniał optyczny GVS200
Działanie układu napędowego Direct Drive kontrolawane jest przez precyzyjny układ liniałów (enkoderów) optycznych renomowanego włoskiego producenta GIVI MISURE. Linały odseparowane są od ramy maszyny poprzez specjalne profile „C” montowane w specjalny sposób do ramy maszyny. Wysoka czułoś pomiaru enkoderów oraz specjalny montaż pozwala na precyzję pozycjonowania belki górnej w zakresie +/- 0,01mm.

Standardowy system ochrony laserowej strefy roboczej Fiessler AKAS LC-II
Elektryczna krawędziarka RICO PRCE posiadają certyfikat CE oraz są opracowywane i wykonywane zgodnie z obecnie obowiązującymi normami i przepisami. Jako przednie zabezpieczenie maszyny zastosowano lasery marki Fiessler AKAS LC-II M z ręcznym pozycjonowaniem. System pozwala na wykorzystanie dużych prędkości dostępnych w maszynie do wysokości ok. 11mm nad giętym materiałem. (opcjonalnie można zastosować inny system, który daje minimalną odległość od blachy 2 mm)
Tylna strefa maszyny zabezpieczona jest barierą fotoelektryczną IV kategorii marki SICK.

Standardowy sterownik w prasach to Delem Da-58T
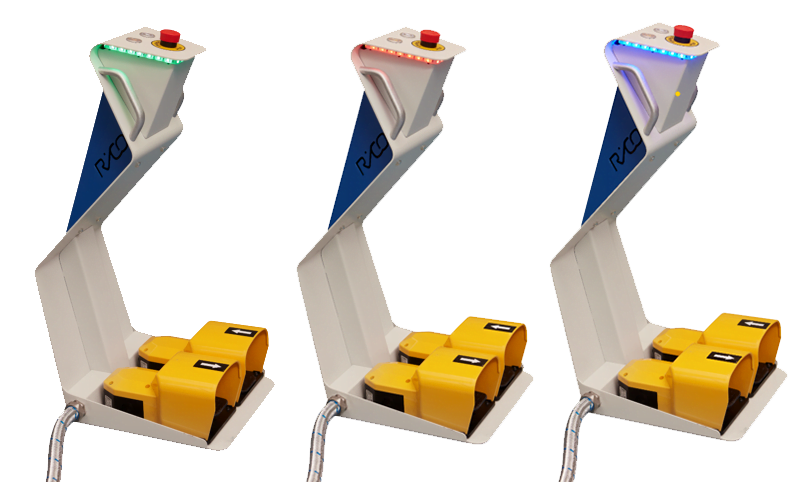
Słupek z pedałami sterującymi pracą prasy krawędziowej oraz z ledowym wskaźnikiem statusu maszyny.

Kompensacja strzałki ugięcia w prasach krawędziowych RICO

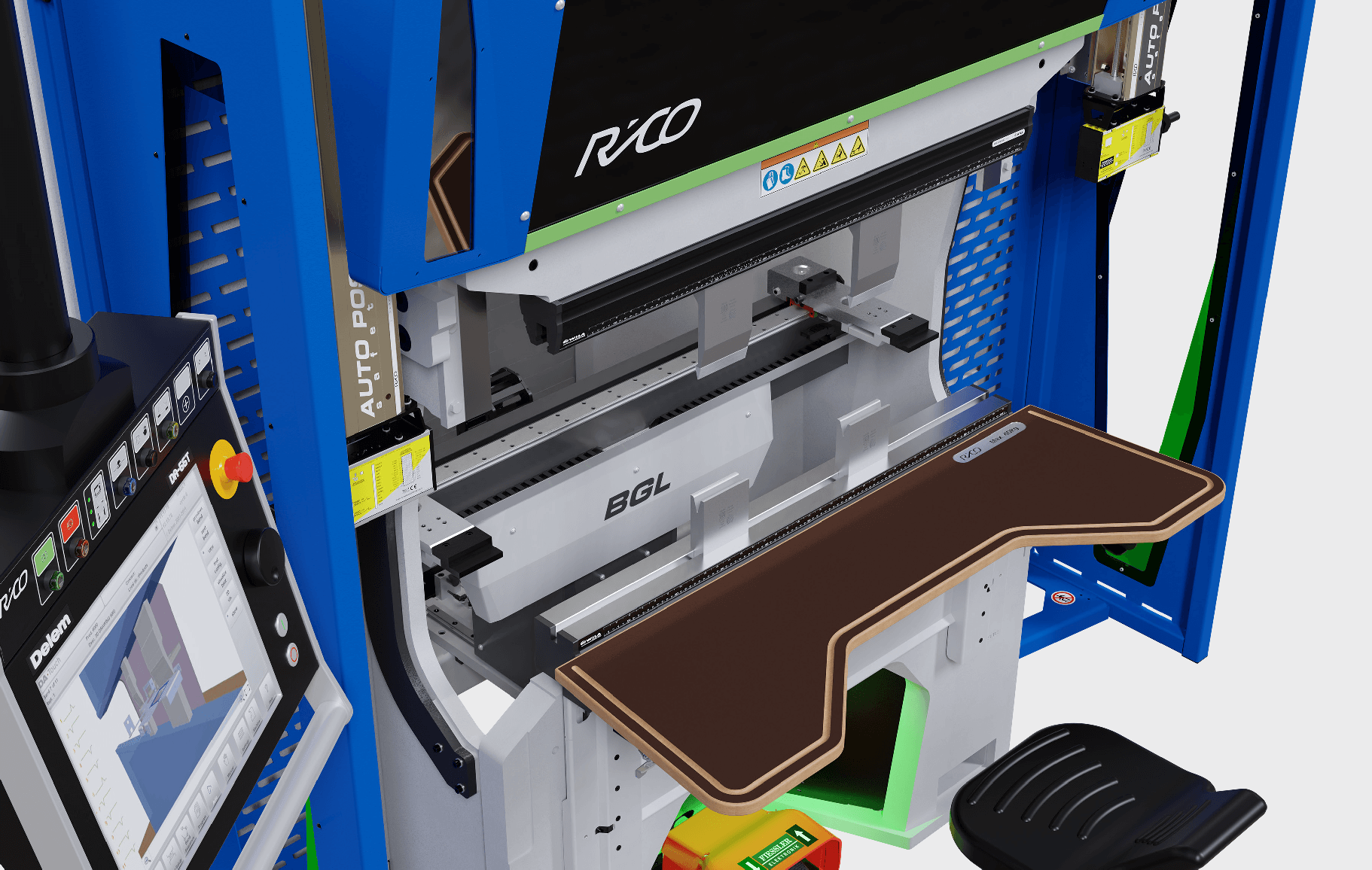
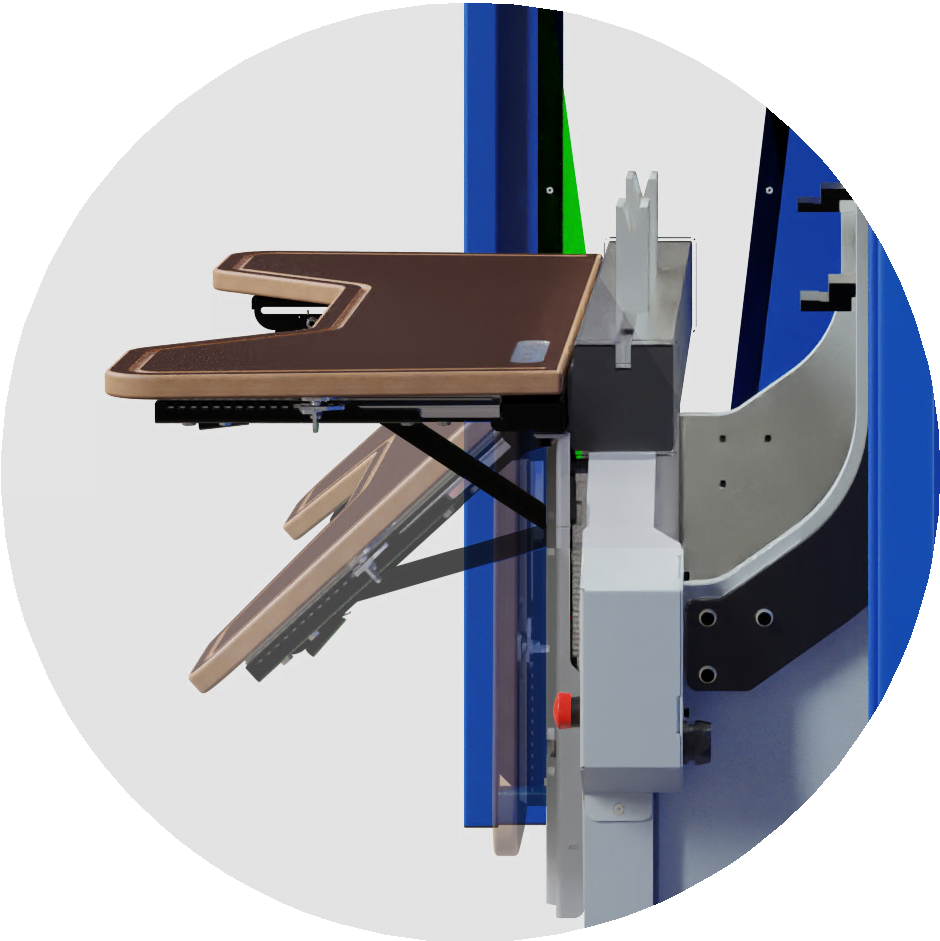
Standardowe podpory przednie w prasie – typ SFS – przejezdne wzdłuż stołu, regulowane góra/dół, wysuwny blat z nierdzewki
 Funkcja start – stop
Funkcja start – stop
Podstawowe mocowanie mechniczne narzędzi prasy krawędziowej PRCE

Podstawowy zestaw narzędzi Rolleri jest oferowany „wywoławczo”. Po rozpoznaniu potrzeb możemy do maszyny dołączyć dowolne narzędzia Rolleri lub Wila z dowolnym systemem mocowania.
Stempel – narzędzie górne – producent Rolleri Włochy- model P.97 – 85 – R08. Materiał: C45.
Hartowana indukcyjnie w obszarze pracy. Moduły po 835 mm + docięty odcinek do pełnej długości.
Matryca – narzędzie dolne – producent Rolleri Włochy- model M 460 R. Materiał: C45.
Hartowana indukcyjnie w obszarze pracy. Moduły po 835 mm + docięty odcinek do pełnej długości.

RICO posiada certyfikat ISO TUV ID 9000022475. Zakres to procesy produkcyjne, sprzedażowe i serwisowe a w tym dobór i zarządzanie komponentami i oprogramowaniem.
W chwili terminowej niedostępności w/w komponentów, RICO zastrzega sobie możliwość zastosowania komponentów równie wysokiej jakości pochodzących od innego producenta.
Prasa krawędziowa servo elektryczna RICO w wyposażeniu standardowym wyposażona jest w narzędzia Rolleri.
Ale po rozpoznaniu Państwa potrzeb możemy dowolnie dobrać inny zestaw lub kilka zestawów z katalogu Rolleri lub Wila.
Możemy także zaproponować różne sposoby mocowania narzędzi opisane w dalszej części tego działu.
Ale na początek zacznijmy od zderzaków opcjonalnych.
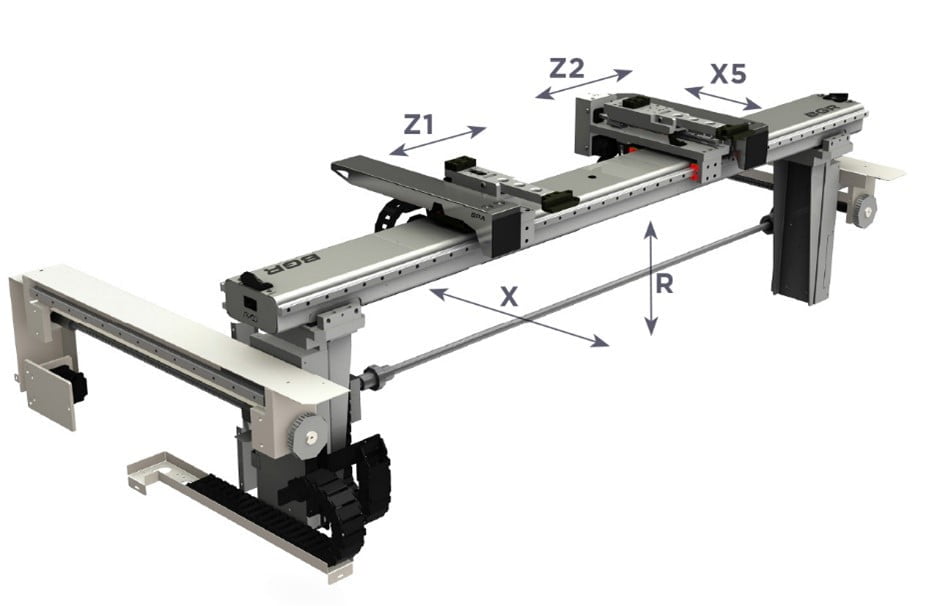
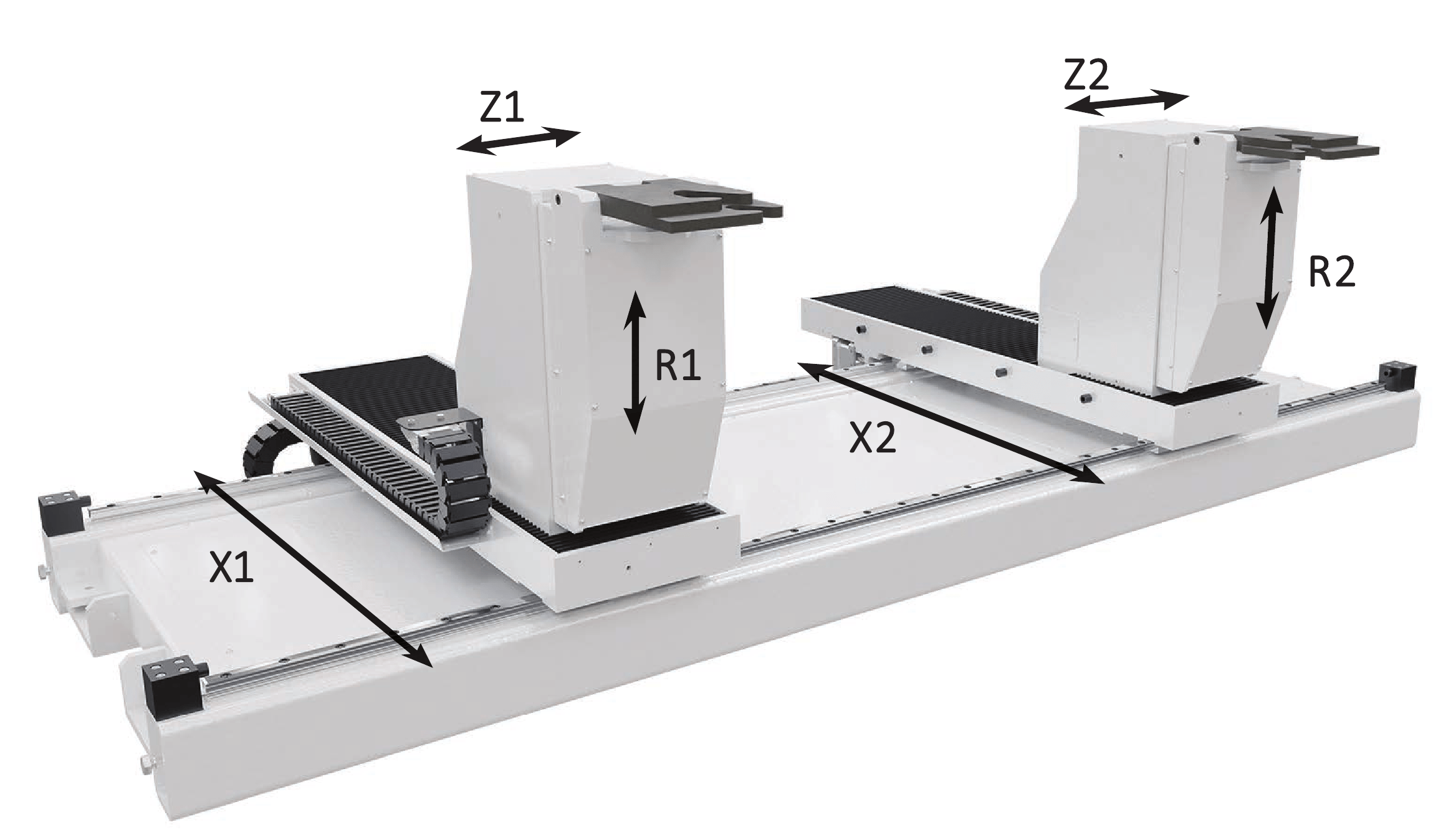
Masywny zderzak BGR z osiami X, R, Z1, Z2, R, X5
| BGR | X | R | Z1, Z2 | X5 |
| Skok (mm) | 750 / 1000 | 200 | Zależnie od odległości między kolumnami | 200 |
| Prędkość pracy (mm/s) | 500 | 170 | 2000 | 300 |
| Precyzja (mm) | 0,05 | 0,1 | 0,1 | 0,02 |
| Rodzaj napędu | Silnik bezszczotkowy | Silnik bezszczotkowy | Silnik bezszczotkowy | Silnik bezszczotkowy |
| Przeniesienie napędu | Śruba kulowa | Koło i listwa zębata | Koło i listwa zębata | Śruba kulowa |
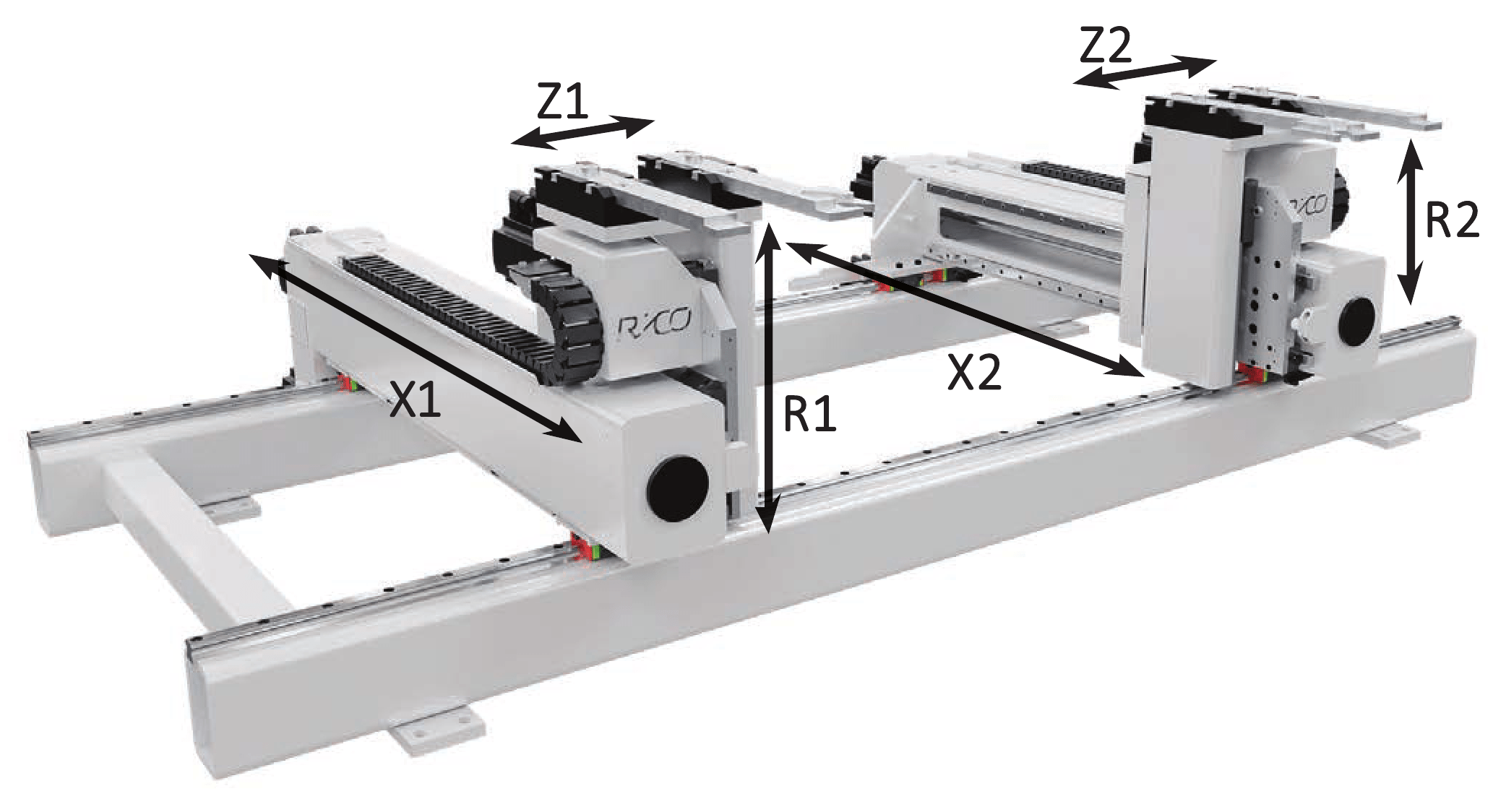
Zderzak BTM – każdy palec pracujący niezależnie w każdej osi
| BTM | X1, X2 | R1, R2 | Z1, Z2 |
| Skok (mm) | 700 | 230 | Zależnie od odległości między kolumnami |
| Prędkość pracy (mm/s) | 500 | 200 | 1250 |
| Precyzja (mm) | 0,05 | 0,05 | 0,1 |
| Rodzaj napędu | Silnik bezszczotkowy | Silnik bezszczotkowy | Silnik bezszczotkowy |
| Przeniesienie napędu | Śruba kulowa | Koło i listwa zębata | Koło i listwa zębata |
Zderzak BTL – każdy palec zarządzany niezależnie w każdej osi
| BTL | X1, X2 | R1, R2 | Z1, Z2 |
| Skok (mm) | 800 | 200 | Zależnie od odległości między kolumnami |
| Prędkość pracy (mm/s) | 500 | 200 | 600 |
| Precyzja (mm) | 0,05 | 0,05 | 0,1 |
| Rodzaj napędu | Silnik bezszczotkowy | Silnik bezszczotkowy | Silnik bezszczotkowy |
| Przeniesienie napędu | Koło i listwa zębata | Koło i listwa zębata | Koło i listwa zębata |
regulowane manualnie lub nadążne, sterowane CNC

Przednie podpory wsporcze SFA – przejezdne wzdłuż stołu, regulowane na wysokość, z wysuwnym blatem
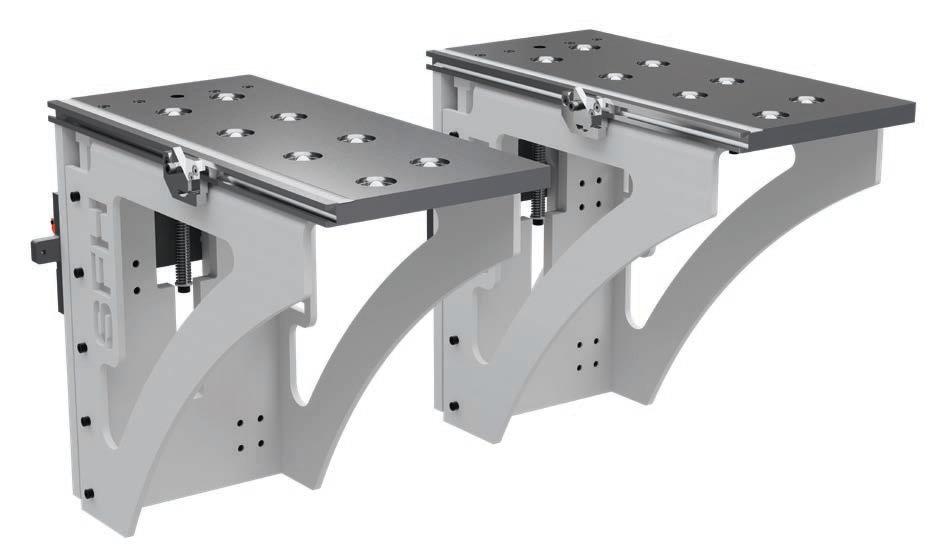
Przednie podpory SFH – jeśli potrzebny udźwig do 1 tony na ramię
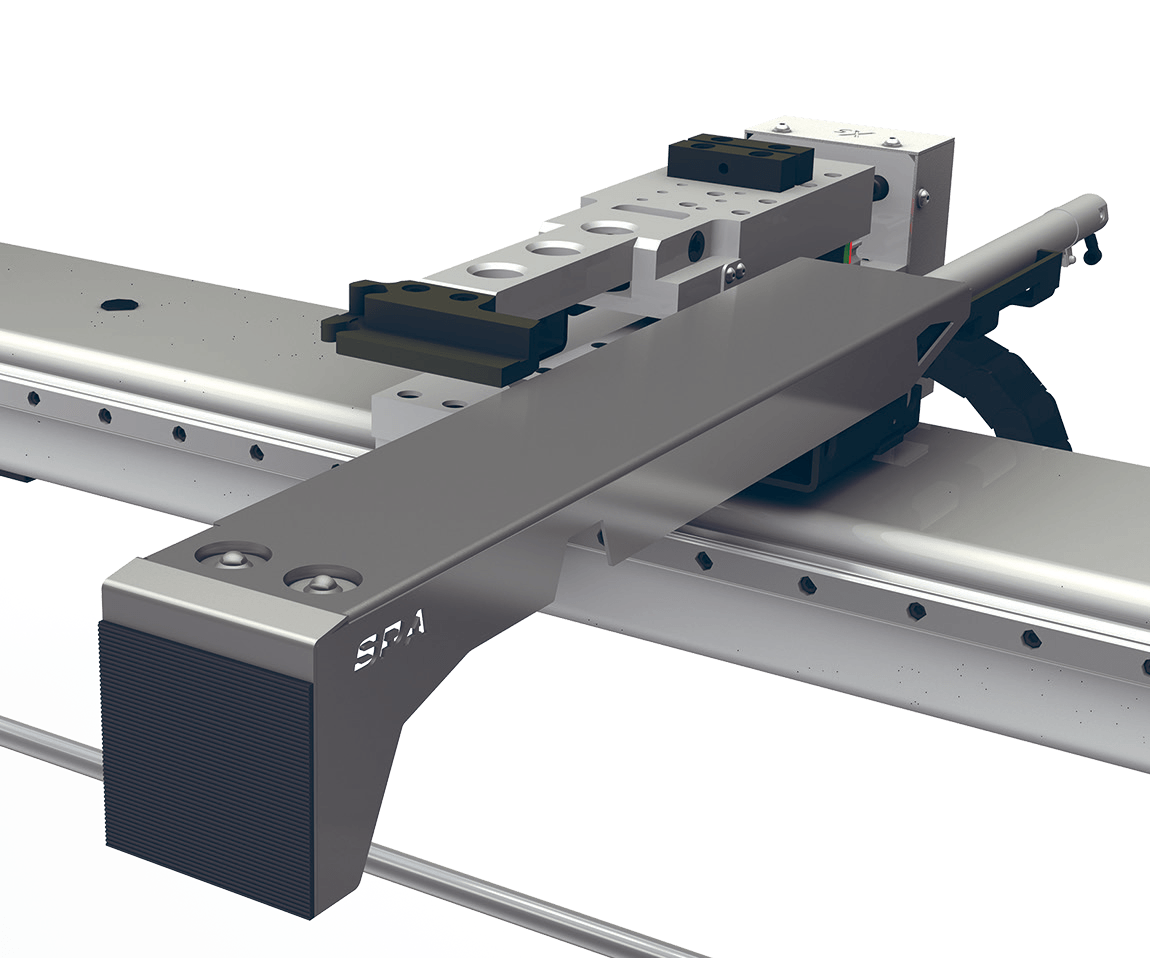
Wsporniki SPA – na fot widać palec zderzaka i obok wysunięty wspornik w kierunku operatora. Operator kładzie blachę na wsporniku i dosuwa ją do zderzaka
Wsporniki SPA są montowane na palcach zderzaka tylnego. Mogą być aktywowane dla wybranych kroków w programie gięcia i umożliwiają podpieranie blachy, aż do momentu jej zetknięcia z płaszczyzną bazową palca zderzaka.
UDŹWIG
30 kg na ramię.

Podpory nadążne CNC, typ ACFL

Podpory ACFA – zarządzane CNC, udźwig do 180 kg na ramię

Podpory ACF1/ACF2 – zarządzane CNC, udźwig zależnie od typu – 160 kg lub 400 kg na ramię
Mocowanie ROL 200D – na śrubę imbusową
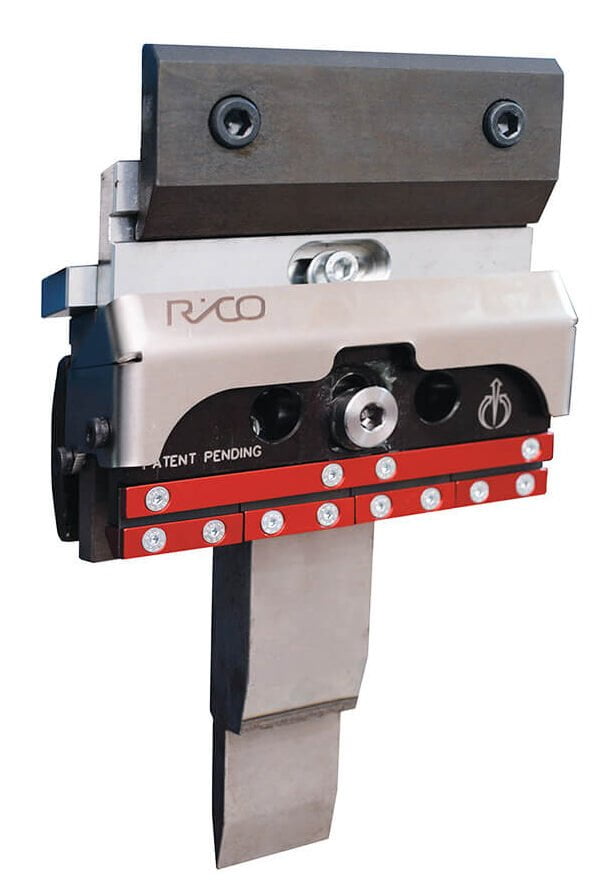
Szybkie mocowania narzędzi dla systemu PROMECAM – ROL 200D
Mechaniczne blokowanie stempli za pomocą śruby
Mocowania stempli z możliwością ich obracania o 180 stopni.
Montaż / demontaż stempli: od dołu / do dołu

SPEED GRIP – szybkie blokowanie stempli za pomocą dźwigni
Mechaniczne blokowanie stempli za pomocą dźwigni
Mocowania stempli z możliwością ich obracania o 180 stopni.
Montaż / demontaż stempli: od dołu / do dołu

ROL 200D HYD – hydrauliczne blokowanie stempli
Hydrauliczne blokowanie stempli
Mocowania stempli z możliwością ich obracania o 180 stopni.
Montaż / demontaż stempli: od dołu / do dołu

Speed Grip FR-P – pneumatyczne mocowanie stempli
Pneumatyczne mocowanie stempli
Mocowania stempli z możliwością ich obracania o 180 stopni.
Montaż / demontaż stempli: od dołu / do dołu
SPEED GRIP – szybkie blokowanie stempli za pomocą dźwigni
Pneumatyczne mocowanie stempli
Mocowania stempli z możliwością ich obracania o 180 stopni.
Montaż / demontaż stempli: od dołu / do dołu

ROL2 – mechaniczne mocowanie matryc
Mechaniczne blokowanie matryc

ROL2 HYD – hydrauliczne mocowanie matryc
Hydrauliczne blokowanie matryc

ROL2 PN – pneumatyczne mocowanie matryc
Pneumatyczne blokowanie matryc
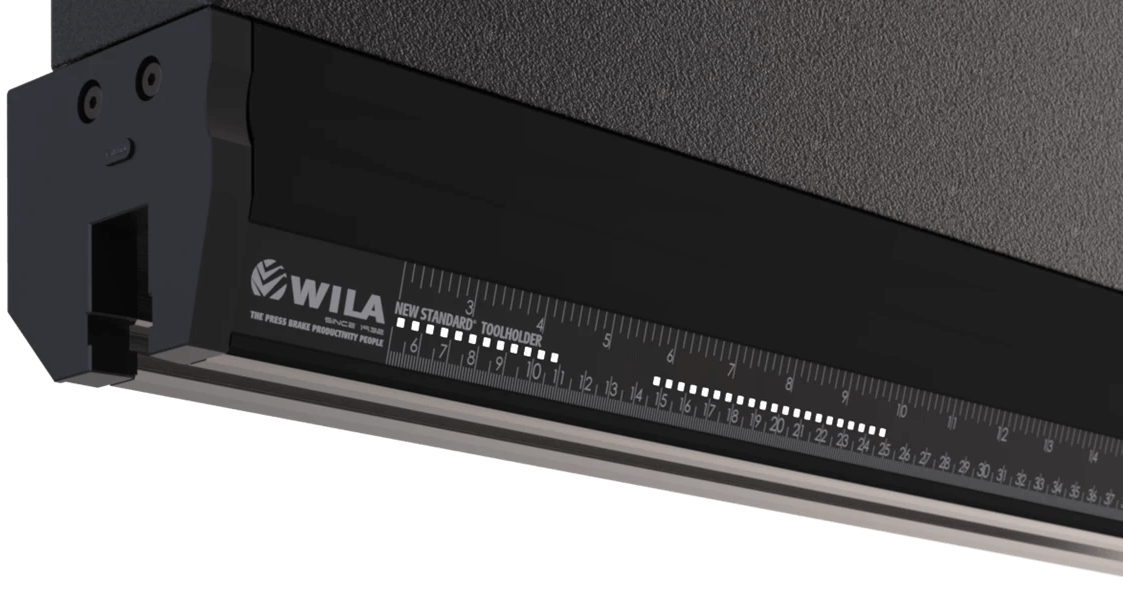
WILA NSCL PRO – mechaniczne, hydrauliczne lub pneumatyczne blokowanie stempli
Mechaniczne, hydrauliczne lub pneumatyczne blokowanie stempli
Mocowania stempli z możliwością ich obracania o 180 stopni.
Montaż / demontaż stempli: od dołu / do dołu
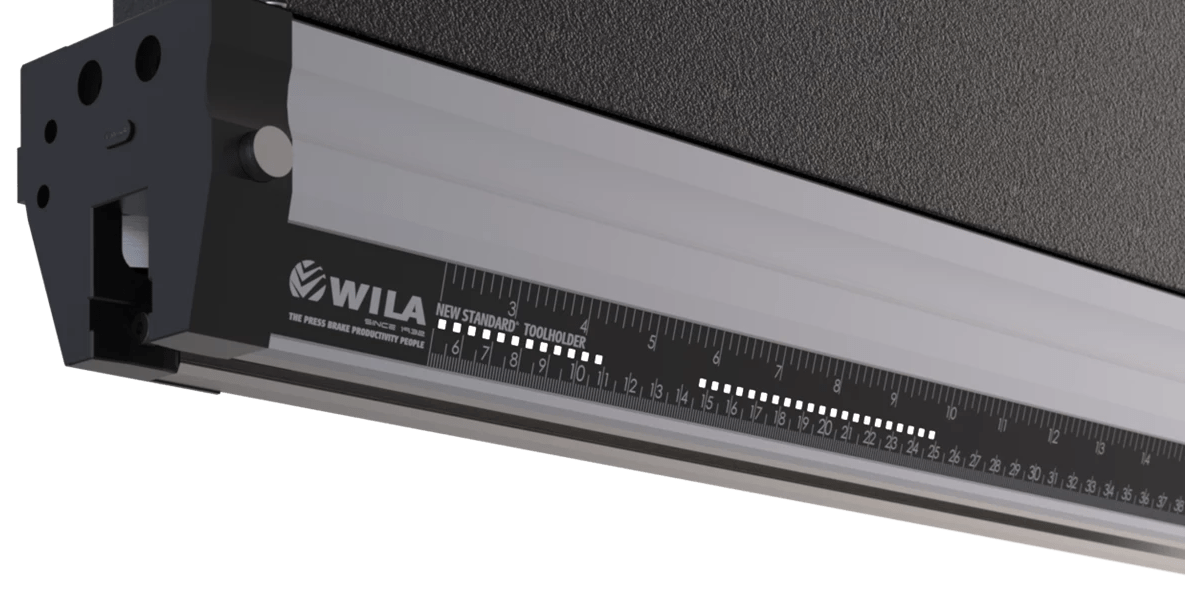
WILA NSCL PREMIUM – mechaniczne, hydrauliczne lub pneumatyczne blokowanie stempli
Mechaniczne, hydrauliczne lub pneumatyczne blokowanie stempli
Mocowania stempli z możliwością ich obracania o 180 stopni.
Montaż / demontaż stempli: od dołu / do dołu
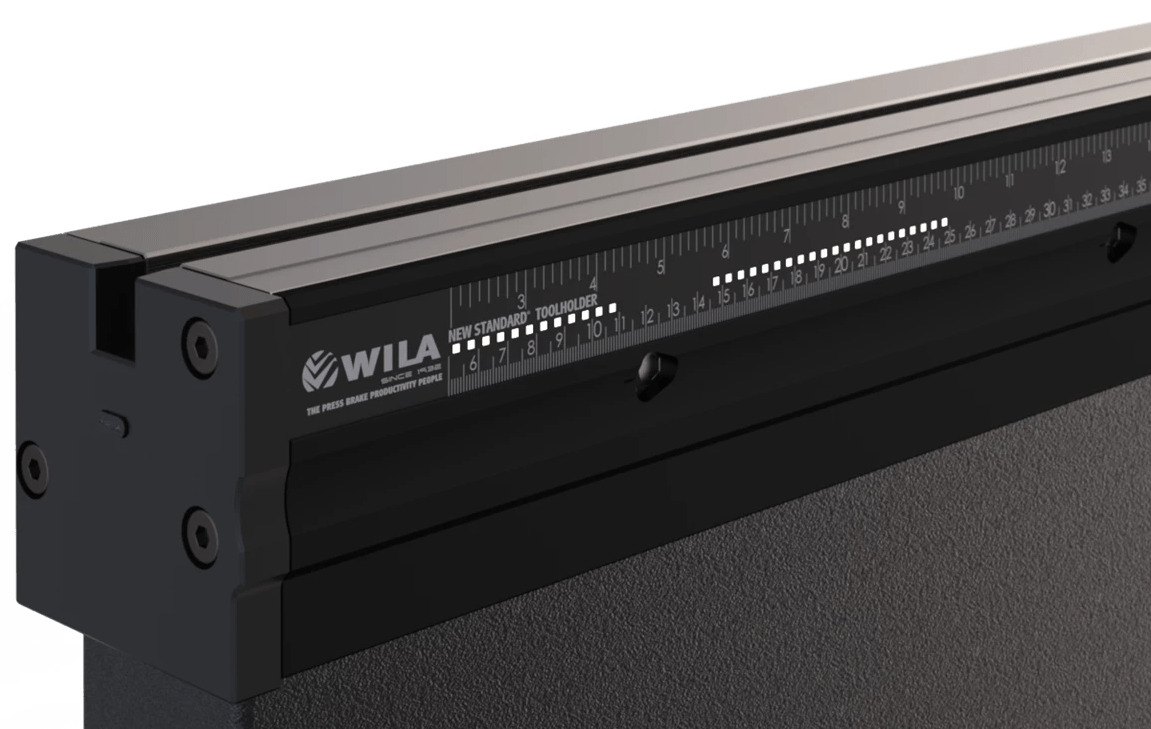
Mocowania matryc WILA NSCR PRO – mechaniczne, hydrauliczne lub pneumatyczne blokowanie stempli
Mechaniczne, hydrauliczne lub pneumatyczne blokowanie stempli
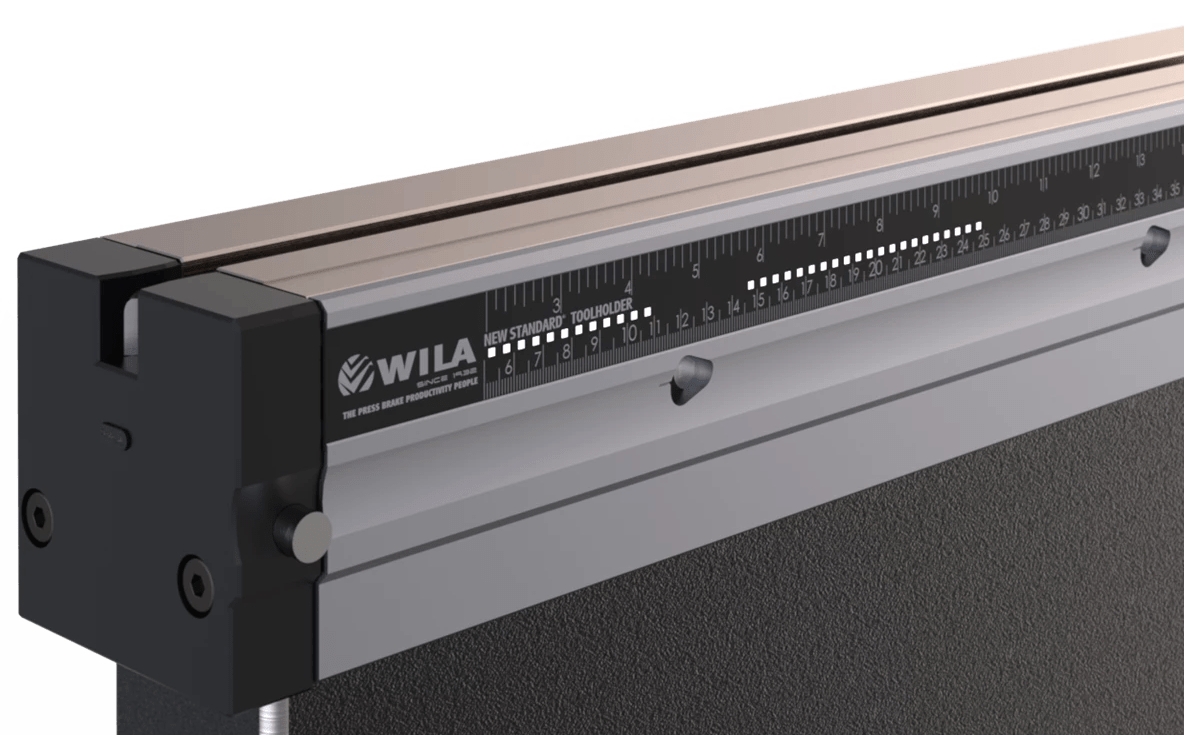
Mocowanie matryc WILA NSCR PREMIUM – mechaniczne, hydrauliczne lub pneumatyczne blokowanie stempli
Mechaniczne, hydrauliczne lub pneumatyczne blokowanie stempli

LedBar jest urządzeniem wspomagającym gięcie. Pomaga operatorowi w pozycjonowaniu narzędzi i detalu podczas gięcia.

LedBar jest urządzeniem wspomagającym gięcie. Pomaga operatorowi w pozycjonowaniu narzędzi i detalu podczas gięcia.

LedBar jest urządzeniem wspomagającym gięcie. Pomaga operatorowi w pozycjonowaniu narzędzi i detalu podczas gięcia.
| Fiessler AKAS 5M | Lazersafe LZS-2 | Lazersafe IRIS | |
| Rodzaj | Laser | Laser | Kamera |
| Dystans do blachy | 2mm | 4mm | 3mm |
| Auto. pozycjonowanie w osi „Y” | TAK | TAK | TAK |
EyeV – system automatycznej kontroli kąta w prasie krawędziowej RICO
| React | EyeV | IRIS Plus | |
| Rodzaj | Kątomierz | Laser | Kamera |
| Pomiar w czasie rzeczywistym | NIE | TAK | TAK |
| Precyzja | 0,1° | 0,1° | 0,5° |
| Max. V matrycy | – | 200 mm | 40 mm |

Zapobiega przegrzewaniu się układów elektrycznych i sterujących zamontowanych w szafie elektrycznej maszyny. Rozwiązanie rekomenduje się stosować w przypadku występowania wysokich temperatur powietrza (<40°C) w miejscu pracy prasy krawędziowej.
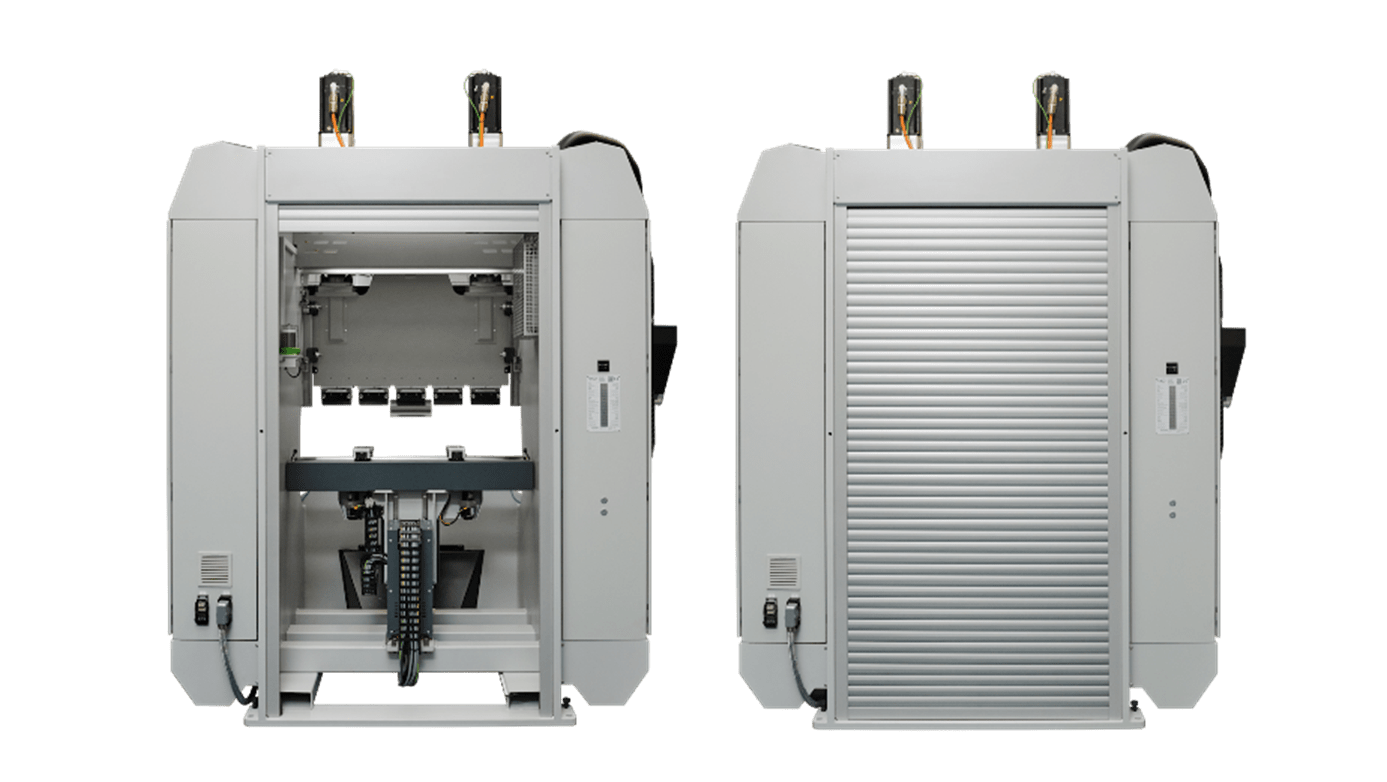
Roleta tylnej strefy zamiast kurtyn świetlnych. Maszyna jest blokowana po otwarciu rolety, uniemożliwia przypadkowe wyłączenia maszyny z kurtynami
Roleta z elektrycznym napędem pozwala na pełne zabezpieczenie tylnej części maszyny przed dostępem niepowołanych osób podczas pracy na maszynie. Dodatkowo zapobiega nadmiernemu przedostawaniu się pyłu do maszyny, co wydłuża poprawne działanie układów napędowych zderzaka, prowadnic belki górnej, etc.
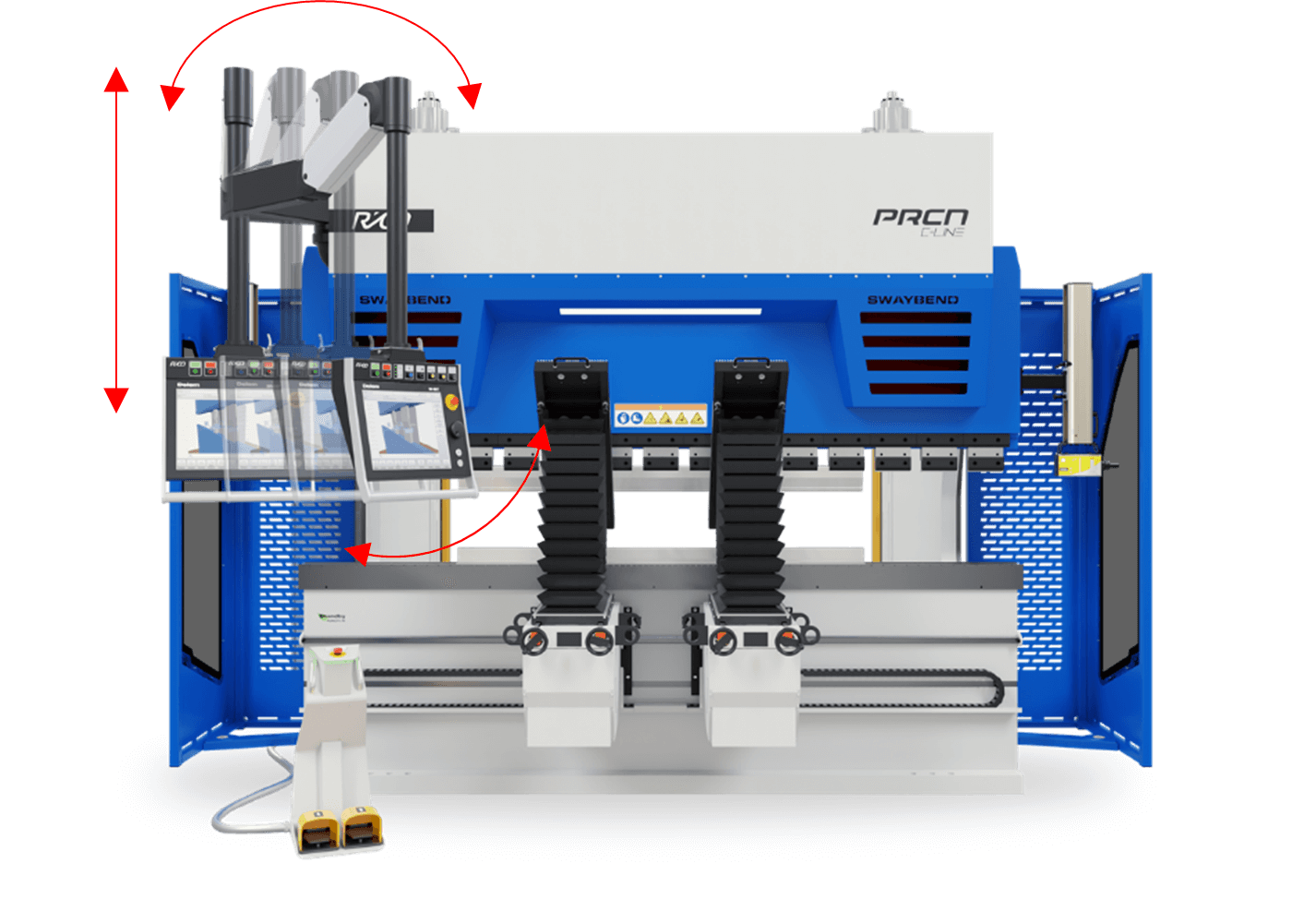
ERFLEX – ergonomiczny wspornik sterownika CNC
Wspornik sterownika CNC ERFLEX pozwala na dowolne ustawienie ekranu sterownika aż w 3 płaszczyznach poprawiając wygodę oraz ergonomię pracy niezależnie od wzrostu i preferencji operatora maszyny.
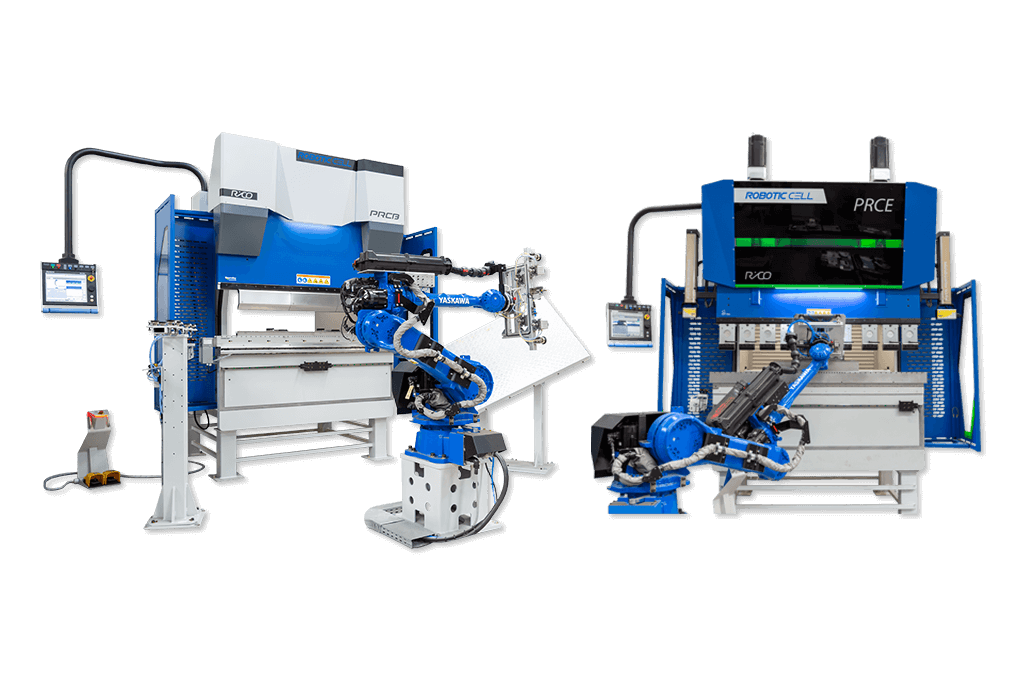
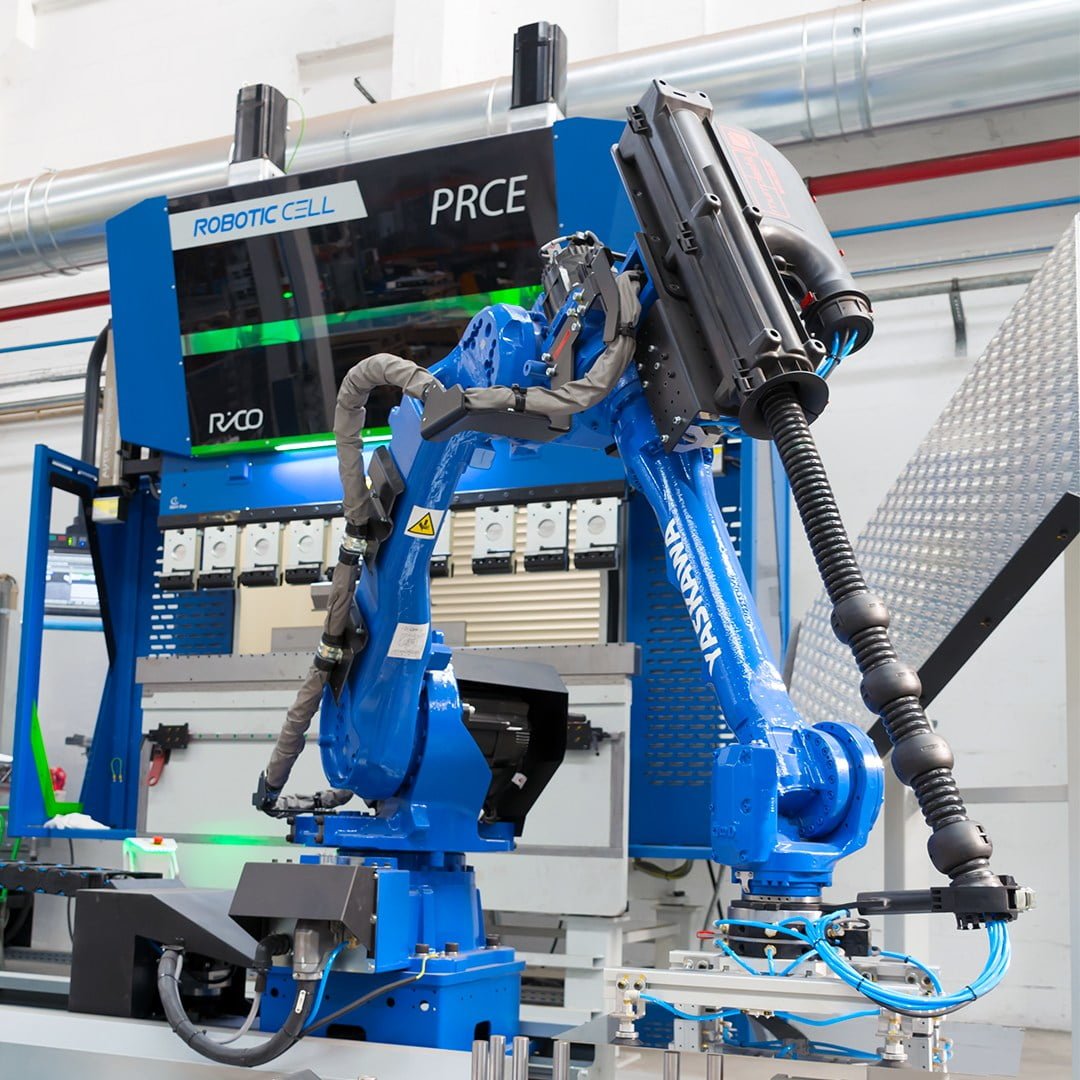
Przygotowanie do pracy z robotem przemysłowym
Każda zamawiana maszyna może być od razu odpowiednio przygotowana do integracji z robotem przemysłowym.
Ta opcja pozwala minimalizowanie ingerencji w szafę elektryczną maszyny i wyposaża maszynę w niezbędne elementy takie jak czujniki na palcach zderzaka.
Zakup 2 pras krawędziowych CNC połączonych ze sobą wymaga wcześniejszego ich przygotowania do takiej pracy. Możliwe jest również przygotowanie pojedynczej maszyny do późniejszej jej integracji z kolejną krawędziarką.
System pozwala na weryfikację zadanej w programie grubości giętej blachy, dostosowując w czasie rzeczywistym parametry maszyny do faktycznej grubości blachy.
Dla maszyn o dużej szerokości gięcia, stosuję się dodatkowy pedał sterujący, dzięki któremu operator nie musi go przenosić z lewej na prawą (lub odwrotnie) stronę maszyny
Wspomaga operatora podczas procesu gięcia do tak zwanej „trasy”
Jeśli miejsce, w którym ma być użytkowana maszyna nie pozwala na standardowe położenie szafy elektrycznej to wykonujemy jej przeniesienie na druga stronę ramy
Pozwala na użycie dodatkowych elementów peryferyjnych wymagających zasilania sprężonym powietrzem, tj. pneumatyczne matryce do zagniatania blachy.
Możemy dostosować wielkość powyższych parametrów zgodnie z wymaganiami klienta lub specyfiką produkowanego detalu.
Dostosowujemy malowanie maszyny pod wymagania kolorystyczne klienta
Powyższa lista wyposażenia opcjonalnego nie jest ograniczona. Nieustanny rozwój oraz ciągle pojawiające się innowacyjne pomysły projektantów powodują, że jeśli czegoś tu nie znalazłeś – zapytaj o to. Możliwe, że już jest wprowadzone lub Twoje zapytanie stanie się inspiracją do zbudowania czegoś nowego.

Przypominamy tu powtórnie funkcjonalność standardowego sterownika Delem DA-58T by ułatwić porównanie ze sterownikami opcjonalnymi:
Poniżej charakteryzujemy sterowniki opcjonalne. Posiadają one wszystko to co sterownik standardowy plus wymienione modyfikacje i funkcje dodatkowe.

Wybierając ten sterownik w miejsce standardowego DA-58T zyskujesz dodatkowo:

Wybierając ten sterownik w miejsce standardowego DA-58T zyskujesz dodatkowo:

Wybierając ten sterownik w miejsce standardowego DA-58T zyskujesz dodatkowo:

Wybierając ten sterownik w miejsce standardowego DA-58T zyskujesz dodatkowo:
Wybierając ten sterownik w miejsce standardowego DA-58T zyskujesz dodatkowo:

Wybierając ten sterownik w miejsce standardowego DA-58T zyskujesz dodatkowo:

Wybierając ten sterownik w miejsce standardowego DA-58T zyskujesz dodatkowo:
Rafał Lechowski
Inżynier sprzedaży
+48 606 545 444
rl@inte.com.pl




